
Page 49 - FAST FEED MILL Brochure_metric 2022
P. 49
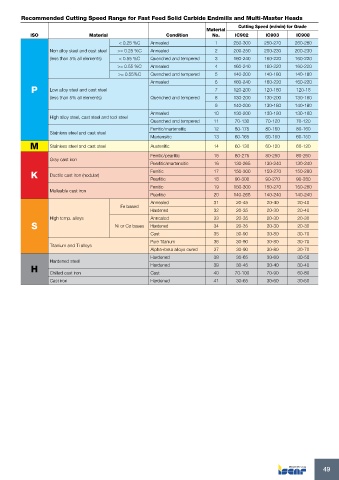
Recommended Cutting Speed Range for Fast Feed Solid Carbide Endmills and Multi-Master Heads
Cutting Speed (m/min) for Grade
Material
ISO Material Condition No. IC902 IC903 IC908
< 0.25 %C Annealed 1 250-300 250-270 260-280
Non alloy steel and cast steel >= 0.25 %C Annealed 2 200-250 200-230 200-230
(less than 5% all elements) < 0.55 %C Quenched and tempered 3 160-240 160-220 160-220
>= 0.55 %C Annealed 4 160-240 160-220 160-220
>= 0.55%C Quenched and tempered 5 140-200 140-180 140-180
Annealed 6 160-240 160-220 160-220
P Low alloy steel and cast steel 7 120-200 120-180 120-18
(less than 5% all elements) Quenched and tempered 8 130-200 130-200 130-180
9 140-200 130-180 140-180
Annealed 10 130-200 130-180 130-180
High alloy steel, cast steel and tool steel
Quenched and tempered 11 70-130 70-120 70-120
Ferritic/martensitic 12 80-175 80-160 80-160
Stainless steel and cast steel
Martensitic 13 60-165 60-150 60-150
M Stainless steel and cast steel Austenitic 14 60-130 60-120 60-120
Ferritic/pearlitic 15 80-275 80-250 80-260
Gray cast iron
Pearlitic/martensitic 16 130-265 130-240 130-240
K Ductile cast iron (nodular) Ferritic 17 150-300 150-270 150-280
18
Pearlitic
90-270
90-280
90-300
Ferritic 19 150-300 150-270 150-280
Malleable cast iron
Pearlitic 20 140-265 140-240 140-240
Annealed 31 20-45 20-40 20-40
Fe based
Hardened 32 20-35 20-30 20-40
High temp. alloys Annealed 33 20-35 20-30 20-30
S Ni or Co bases Hardened 34 20-35 20-30 20-30
Cast 35 30-90 30-80 30-70
Pure Titanium 36 30-90 30-80 30-70
Titanium and Ti alloys
Alpha+beta alloys cured 37 30-90 30-80 30-70
Hardened 38 30-65 30-60 30-50
Hardened steel
H Hardened 39 30-45 30-40 30-40
Chilled cast iron Cast 40 70-100 70-90 60-80
Cast iron Hardened 41 30-65 30-60 30-50
49