
Page 152 - Demo
P. 152
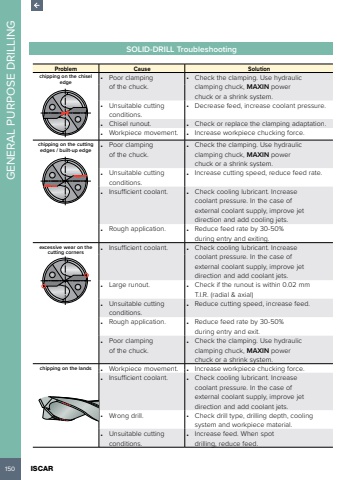
150 ISCAR GENERAL PURPOSE DRILLINGSOLID-DRILL Troubleshooting Problem Cause Solutionchipping on the chisel edge %u2022 Poor clamping of the chuck.%u2022 Check the clamping. Use hydraulic clamping chuck, MAXIN power chuck or a shrink system.%u2022 Unsuitable cutting conditions.%u2022 Decrease feed, increase coolant pressure.%u2022 Chisel runout. %u2022 Check or replace the clamping adaptation.%u2022 Workpiece movement. %u2022 Increase workpiece chucking force.chipping on the cutting edges / built-up edge %u2022 Poor clamping of the chuck.%u2022 Check the clamping. Use hydraulic clamping chuck, MAXIN power chuck or a shrink system.%u2022 Unsuitable cutting conditions.%u2022 Increase cutting speed, reduce feed rate.%u2022 Insufficient coolant. %u2022 Check cooling lubricant. Increase coolant pressure. In the case of external coolant supply, improve jet direction and add cooling jets.%u2022 Rough application. %u2022 Reduce feed rate by 30-50% during entry and exiting.excessive wear on the cutting corners %u2022 Insufficient coolant. %u2022 Check cooling lubricant. Increase coolant pressure. In the case of external coolant supply, improve jet direction and add coolant jets.%u2022 Large runout. %u2022 Check if the runout is within 0.02 mm T.I.R. (radial & axial)%u2022 Unsuitable cutting conditions.%u2022 Reduce cutting speed, increase feed.%u2022 Rough application. %u2022 Reduce feed rate by 30-50% during entry and exit. %u2022 Poor clamping of the chuck.%u2022 Check the clamping. Use hydraulic clamping chuck, MAXIN power chuck or a shrink system.chipping on the lands %u2022 Workpiece movement. %u2022 Increase workpiece chucking force.%u2022 Insufficient coolant. %u2022 Check cooling lubricant. Increase coolant pressure. In the case of external coolant supply, improve jet direction and add coolant jets.%u2022 Wrong drill. %u2022 Check drill type, drilling depth, cooling system and workpiece material.%u2022 Unsuitable cutting conditions.%u2022 Increase feed. When spot drilling, reduce feed.
