
Page 150 - Demo
P. 150
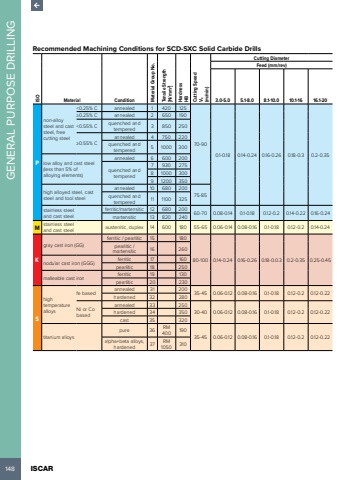
148 ISCAR GENERAL PURPOSE DRILLINGRecommended Machining Conditions for SCD-SXC Solid Carbide Drills ISOMaterial Condition Material Group No. Tensile Strength [N/mm2] Hardness HBCutting SpeedVc (m/min)Cutting DiameterFeed (mm/rev)3.0-5.0 5.1-8.0 8.1-10.0 10.1-16 16.1-20Pnon-alloy steel and cast steel, free cutting steel<0.25% C annealed 1 420 12570-900.1-0.18 0.14-0.24 0.16-0.26 0.18-0.3 0.2-0.35%u22650.25% C annealed 2 650 190<0.55% C quenched and tempered 3 850 250%u22650.55% Cannealed 4 750 220quenched and tempered 5 1000 300low alloy and cast steel (less than 5% of alloying elements)annealed 6 600 200quenched and tempered7 930 2758 1000 3009 1200 350high alloyed steel, cast steel and tool steelannealed 10 680 200quenched and 75-85tempered 11 1100 325stainless steel and cast steelferritic/martensitic 12 680 20060-70 0.08-0.14 0.1-0.18 0.12-0.2 0.14-0.22 0.16-0.24martensitic 13 820 240M stainless steel and cast steel austenitic, duplex 14 600 180 55-65 0.06-0.14 0.08-0.16 0.1-0.18 0.12-0.2 0.14-0.24Kgray cast iron (GG) ferritic / pearlitic 15 18080-100 0.14-0.24 0.16-0.26 0.18-0.0.3 0.2-0.35 0.25-0.45pearlitic / martensitic 16 260nodular cast iron (GGG)ferritic 17 160pearlitic 18 250malleable cast ironferritic 19 130pearlitic 20 230Shigh temperature alloysfe basedannealed 31 20035-45 0.06-0.12 0.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22hardened 32 280Ni or Co basedannealed 33 250hardened 34 350 30-40 0.06-0.12 0.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22cast 35 320titanium alloyspure 36 RM 400 19035-45 0.06-0.12 0.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22alpha+beta alloys, hardened 37 RM 1050 310
