
Page 151 - Demo
P. 151
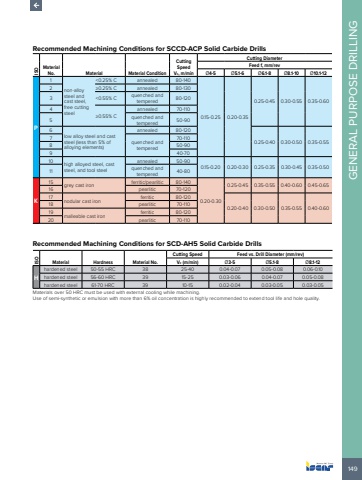
149GENERAL PURPOSE DRILLINGRecommended Machining Conditions for SCCD-ACP Solid Carbide Drills ISOMaterialNo. Material Material ConditionCutting SpeedVc, m/minCutting DiameterFeed f, mm/rev%u00d84-5 %u00d85.1-6 %u00d86.1-8 %u00d88.1-10 %u00d810.1-12P1non-alloy steel and cast steel, free cutting steel<0.25% C annealed 80-140 0.15-0.25 0.20-0.350.25-0.45 0.30-0.55 0.35-0.602 %u22650.25% C annealed 80-130 3 <0.55% C quenched and tempered 80-120 4%u22650.55% Cannealed 70-110 5 quenched and tempered 50-90 6low alloy steel and cast steel (less than 5% of alloying elements)annealed 80-120 0.25-0.40 0.30-0.50 0.35-0.557quenched and tempered70-110 8 50-90 9 40-70 10high alloyed steel, cast steel, and tool steelannealed 50-90 0.15-0.20 0.20-0.30 0.25-0.35 0.30-0.45 0.35-0.5011 quenched and tempered 40-80 K15grey cast iron ferritic/pearlitic 80-140 0.20-0.300.25-0.45 0.35-0.55 0.40-0.60 0.45-0.6516 pearlitic 70-120 17nodular cast ironferritic 80-120 0.20-0.40 0.30-0.50 0.35-0.55 0.40-0.6018 pearlitic 70-110 19malleable cast ironferritic 80-120 20 pearlitic 70-110 Recommended Machining Conditions for SCD-AH5 Solid Carbide Drills ISOMaterial Hardness Material No.Cutting Speed Feed vs. Drill Diameter (mm/rev)Vc (m/min) %u00d83-5 %u00d85.1-8 %u00d88.1-12Hhardened steel 50-55 HRC 38 25-40 0.04-0.07 0.05-0.08 0.06-0.10hardened steel 56-60 HRC 39 15-25 0.03-0.06 0.04-0.07 0.05-0.08hardened steel 61-70 HRC 39 10-15 0.02-0.04 0.03-0.05 0.03-0.05Materials over 50 HRC must be used with external cooling while machining.Use of semi-synthetic or emulsion with more than 6% oil concentration is highly recommended to extend tool life and hole quality.
