
Page 117 - Demo
P. 117
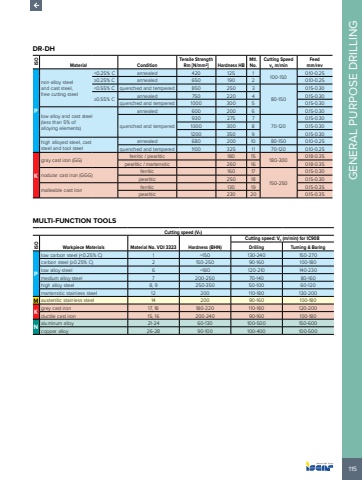
115GENERAL PURPOSE DRILLINGDR-DH ISO Material ConditionTensile Strength Rm [N/mm2] Hardness HBMtl. No.Cutting Speed vc m/minFeed mm/revPnon-alloy steel and cast steel, free cutting steel<0.25% C annealed 420 125 1100-1500.10-0.25%u22650.25% C annealed 650 190 2 0.10-0.25<0.55% C quenched and tempered 850 250 380-1500.15-0.30%u22650.55% Cannealed 750 220 4 0.15-0.30quenched and tempered 1000 300 5 0.15-0.30low alloy and cast steel (less than 5% of alloying elements)annealed 600 200 6 0.15-0.30quenched and tempered930 275 770-1200.15-0.301000 300 8 0.15-0.301200 350 9 0.15-0.30high alloyed steel, cast steel and tool steelannealed 680 200 10 80-150 0.10-0.25quenched and tempered 1100 325 11 70-120 0.10-0.25Kgray cast iron (GG) ferritic / pearlitic 180 15180-3000.18-0.35pearlitic / martensitic 260 16 0.18-0.35nodular cast iron (GGG)ferritic 160 17150-2500.15-0.30pearlitic 250 18 0.15-0.30malleable cast ironferritic 130 19 0.15-0.35pearlitic 230 20 0.15-0.35MULTI-FUNCTION TOOLSCutting speed (Vc)ISOWorkpiece Materials Material No. VDI 3323 Hardness (BHN)Cutting speed: Vc (m/min) for IC908Drilling Turning & BoringPlow carbon steel (<0.25% C) 1 ~150 130-240 150-270carbon steel (%u22650.25% C) 2 150-250 90-160 100-180low alloy steel 6 ~180 120-210 140-230medium alloy steel 7 200-250 70-140 80-160high alloy steel 8, 9 250-350 50-100 60-120martensitic stainless steel 12 200 110-180 130-200M austenitic stainless steel 14 200 90-160 100-180K grey cast iron 17, 18 180-220 110-180 120-200ductile cast iron 15, 16 200-240 90-160 100-180N aluminum alloy 21-24 60-130 100-500 150-600copper alloy 26-28 90-100 100-400 100-500
