
Page 118 - Demo
P. 118
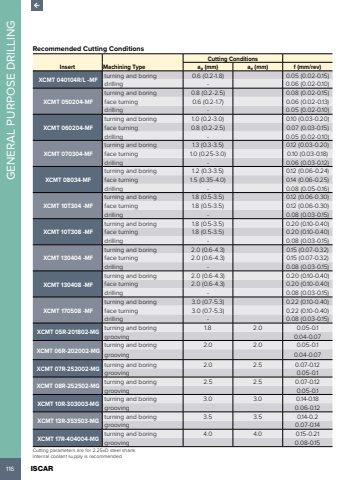
116 ISCAR GENERAL PURPOSE DRILLINGRecommended Cutting ConditionsInsert Machining TypeCutting Conditionsap (mm) ae (mm) f (mm/rev)XCMT 040104R/L -MF turning and boring 0.6 (0.2-1.8) 0.05 (0.02-0.15)drilling - 0.06 (0.02-0.10)XCMT 050204-MFturning and boring 0.8 (0.2-2.5) 0.08 (0.02-0.15)face turning 0.6 (0.2-1.7) 0.06 (0.02-0.13)drilling - 0.05 (0.02-0.10)XCMT 060204-MFturning and boring 1.0 (0.2-3.0) 0.10 (0.03-0.20)face turning 0.8 (0.2-2.5) 0.07 (0.03-0.15)drilling - 0.05 (0.02-0.10)XCMT 070304-MFturning and boring 1.3 (0.3-3.5) 0.12 (0.03-0.20)face turning 1.0 (0.25-3.0) 0.10 (0.03-0.18)drilling - 0.06 (0.03-0.12)XCMT 08034-MFturning and boring 1.2 (0.3-3.5) 0.12 (0.06-0.24)face turning 1.5 (0.35-4.0) 0.14 (0.06-0.25)drilling - 0.08 (0.05-0.16)XCMT 10T304 -MFturning and boring 1.8 (0.5-3.5) 0.12 (0.06-0.30)face turning 1.8 (0.5-3.5) 0.12 (0.06-0.30)drilling - 0.08 (0.03-0.15)XCMT 10T308 -MFturning and boring 1.8 (0.5-3.5) 0.20 (0.10-0.40)face turning 1.8 (0.5-3.5) 0.20 (0.10-0.40)drilling - 0.08 (0.03-0.15)XCMT 130404 -MFturning and boring 2.0 (0.6-4.3) 0.15 (0.07-0.32)face turning 2.0 (0.6-4.3) 0.15 (0.07-0.32)drilling - 0.08 (0.03-0.15)XCMT 130408 -MFturning and boring 2.0 (0.6-4.3) 0.20 (0.10-0.40)face turning 2.0 (0.6-4.3) 0.20 (0.10-0.40)drilling - 0.08 (0.03-0.15)XCMT 170508 -MFturning and boring 3.0 (0.7-5.3) 0.22 (0.10-0.40)face turning 3.0 (0.7-5.3) 0.22 (0.10-0.40)drilling - 0.08 (0.03-0.15)XCMT 05R-201802-MG turning and boring 1.8 2.0 0.05-0.1grooving 0.04-0.07XCMT 06R-202002-MG turning and boring 2.0 2.0 0.05-0.1grooving 0.04-0.07XCMT 07R-252002-MG turning and boring 2.0 2.5 0.07-0.12grooving 0.05-0.1XCMT 08R-252502-MG turning and boring 2.5 2.5 0.07-0.12grooving 0.05-0.1XCMT 10R-303003-MG turning and boring 3.0 3.0 0.14-0.18grooving 0.06-0.12XCMT 13R-353503-MG turning and boring 3.5 3.5 0.14-0.2grooving 0.07-0.14XCMT 17R-404004-MG turning and boring 4.0 4.0 0.15-0.21grooving 0.08-0.15Cutting parameters are for 2.25xD steel shankInternal coolant supply is recommended
